品牌:铸铁平台
材质:灰铁250
精度:0-3级
工作面硬度:HB170-240
起订:1件
供应:88件
发货:3天内
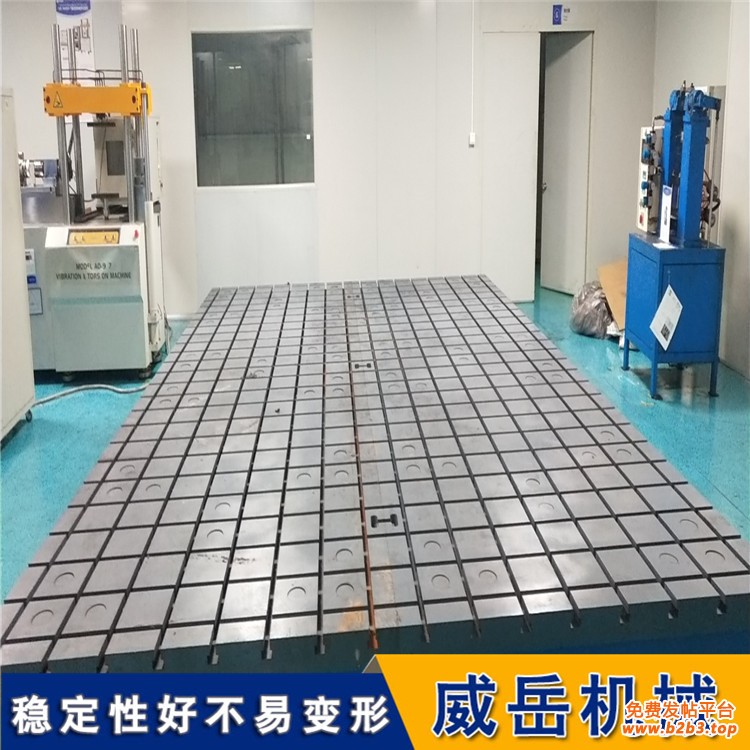
T型槽铸铁平台适用于各种检验工作,精度测量用的基准平面,用于机床机械检验测量基准,检查零件的尺寸精度或行为偏差,并作划线,在机械制造中也是不能少的基本工具。
T型槽铸铁平台材料及处理:材料为铸铁HT200-300,工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度或自然时效2-3年)使用该产品的精度稳定,性能好。
T型槽铸铁平台的精度:按标准计量检定规程执行,分别为0、1、2、3四个等级。
对于T型槽铸铁平台来说,表面热处理工艺是重要的一项工作,并且是有意义的。T型槽铸铁平台表面热处理是改进材料品质尤其好的方法,它可以改变甚至影响T型槽铸铁平台的内部组织和性质,还可以提升其强度、硬度。T型槽铸铁平台的表面热处理方法分类繁多,我们在选择热处理时要根据不同的目的选择不同的方法。
T型槽铸铁平台采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见规定,且任意25mm×25mm中的接触点数之间应不大于5点。T型槽铸铁平台的表面应型砂且平整,涂漆稳定。精度等级为0-3的T型槽铸铁平台工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。T型槽铸铁平台工作面不得有严重影响外观和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺点。T型槽铸铁平台工作面通常应采用刮削工艺。对采用刮削加工的等级为3的T型槽铸铁平台工作面,其表面粗糙度Ra的允许值为5um。T型槽铸铁平台应采用细密的灰口铸铁或合金等材料制造,其工作面硬度应达到170-220HB。
T型槽铸铁平台的加工程序:
1、用所需开口同样大的T型铣刀铣完。
2、先按照所需尺寸划好线作为基准。
3、再用所需T槽开口同样大的铣刀铣到所需。
4、用比所需T槽小的铣刀铣到所需深。
建议:先用立铣刀开粗,然后再用T型刀开槽。注意切削液要充足,压力要大。先用立铣刀开直槽,到位。再用T型槽铣刀开T型槽,使用牛头刨加工时,工件按所需要的T形槽划好线后先用切刀将直槽开好然后用定做的横切刀将横槽开出就行,但开横槽要注意很容易折断刀。工件按所需要的燕尾槽划线然后用切刀将余量去掉,之后用左右偏刀转动角度将燕尾槽开出。铸铁T型槽平台的具体加工方法铸铁T型槽平台上的T型槽是经过刨床或者龙门铣床加工出来的,T型槽不能用T型槽铣刀直接加工,因为T型刀没有螺旋排屑槽,在开槽时切屑不能流畅的排出来,很容易断刀。再说成型刀的切削性能本来就没有立铣刀好,只是相对方便而已。
T型槽铸铁平台工作面的鉴定方法:
1、T型槽在平台的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。
2、T型槽铸铁平台工作面的硬度应为HB170—220或187—255之间。
3、等级3的平板未规定接触斑要求。1级平板要求接触斑数在任意25×25mm平面内不少于20点。2级平板要求接触斑数在任意25×25mm平面内不少于12点。
4、T型槽铸铁平台工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺点。各铸造表面应型砂,且表面平整、涂漆稳定,各税边应修钝。
5、T型槽铸铁平台工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺点。
6、T型槽铸铁平台工作面与侧面以及相邻两侧面的垂直公差为12级。
7、T型槽铸铁平台应经稳定性处理和去磁http://www.chinaweiyue.com/咨询13231713280。